📌 编者按:本文原载于头条号「简道云」(2026年6月)。简道云是国内低代码平台的代表产品之一,其团队在生产管理领域有丰富的实践积累。本文以生产现场的真实困惑为切入点,清晰区分了生产计划与排产计划的本质差异,对制造业信息化推进者极具参考价值。
发表于 2026年6月9日
早上开生产协调会,销售说订单已经进计划了,计划员说生产任务已经下发了,车间主任却说今天根本开不了工。
老板皱着眉问了一句:“计划不是做了吗,为什么现场还是乱?”
这类问题,在工厂里太常见了。很多时候,不是没有计划,而是把生产计划和排产计划混成了一件事。生产计划回答的是要做什么,排产计划回答的是怎么做出来。一个管需求和交付,一个管资源和执行。
这两个概念不分清,后面计划做得越细,现场反而越容易乱。

一、生产计划是什么?
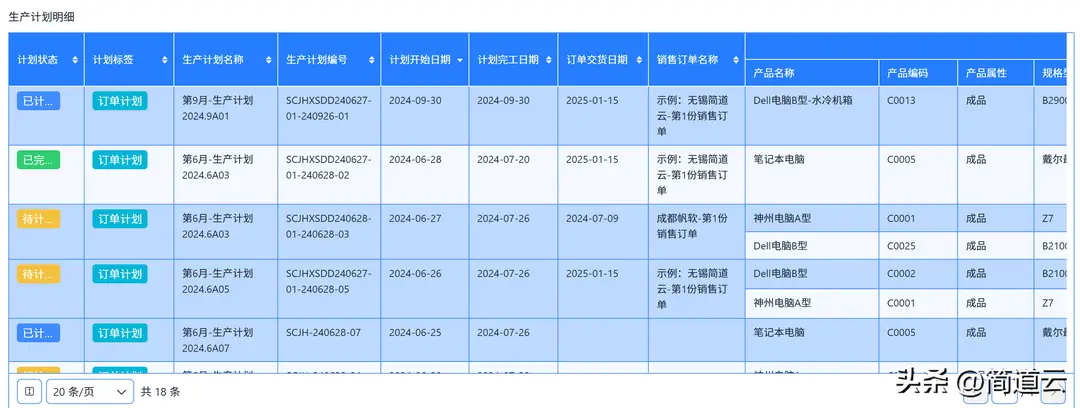
生产计划,简单说,就是根据订单、库存、销售预测和交付要求,确定未来一段时间工厂要生产什么、生产多少、什么时候完成。
它不是车间当天的具体排班表,也不是某台设备今天几点开机,而是工厂层面的生产任务安排。
举例:下周要生产A产品5000件、B产品3000件、C产品1000件;其中A产品是大客户订单,要优先保障交付;B产品可以分两批生产;C产品要等关键物料到齐后再安排。
它先把未来要做的事情定下来,让销售、采购、仓库、车间和管理层都知道:接下来工厂的生产任务是什么,重点订单在哪里,交期压力有多大。

生产计划主要管什么?
生产计划主要管的是需求、数量、交期和优先级。它要回答几个问题:哪些订单要生产?每个产品要生产多少?什么时候必须交付?哪些订单优先级更高?物料和整体产能大方向能不能支撑?
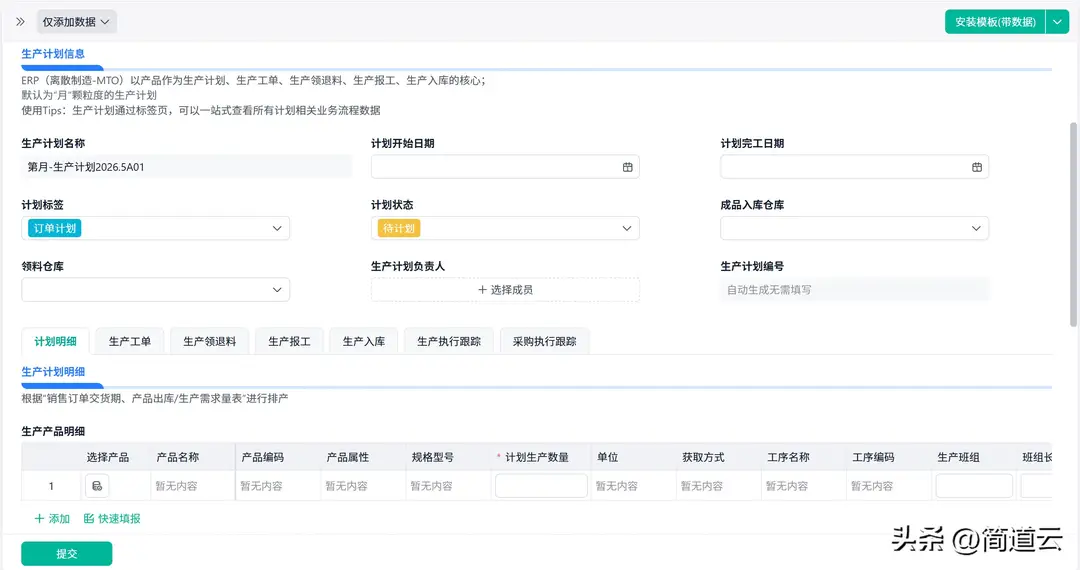
所以,生产计划更像是工厂的生产任务总安排。它决定的是:未来一段时间,工厂应该做什么。
如果生产计划没做好,后面的排产一定会被拖累。因为一个不考虑交期、不考虑物料、不考虑产能的大计划,落到车间只会变成一堆做不出来的任务。
二、排产计划是什么?
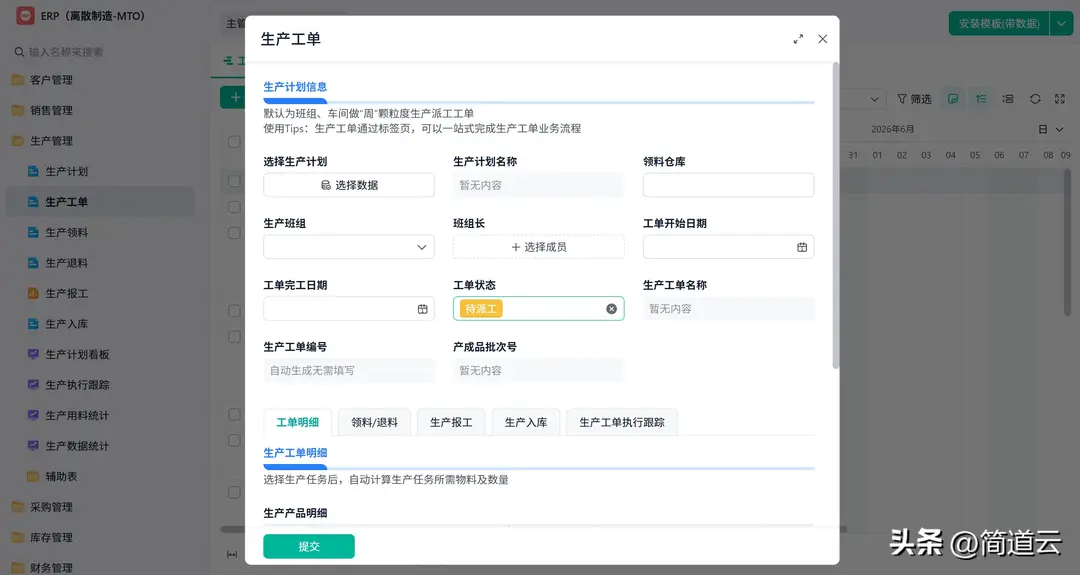
排产计划,是把生产计划里的任务进一步落到车间现场,安排到具体产线、设备、班组、班次和工序上。
如果说生产计划回答的是要做什么,那排产计划回答的就是具体怎么做出来。
举例:生产计划说下周要做A产品5000件,排产计划就要继续拆:周一早班在1号线先做A产品2000件;周一晚班切换到B产品,减少后面换型冲突;C产品等关键物料周三到齐后,再插入2号线;瓶颈工序每天最多只能做800件,所以前段不能一次性压太多半成品。
排产越靠近现场,就越不能只看订单。它必须看设备有没有空、人员够不够、模具能不能切换、物料是否齐套、工序节拍是否匹配、质检和仓库能不能接得住。
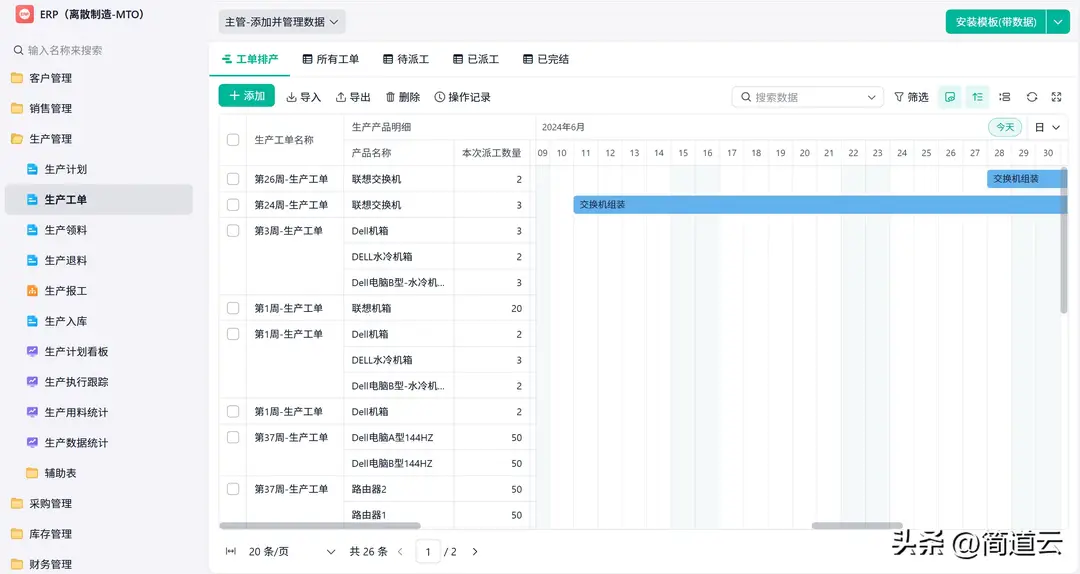
排产计划主要管什么?
排产计划主要管的是资源、顺序、节拍和执行安排。它要回答几个问题:哪条产线做?哪台设备做?哪个班组做?哪个班次做?先做哪个订单,后做哪个订单?换线换型怎么安排?瓶颈工序能不能接住?
所以,排产计划更像是车间的执行路线图。它决定的是:今天谁来做、在哪做、先做什么、做到什么程度。
生产计划如果是任务清单,排产计划就是作战安排。前者让大家知道要打哪场仗,后者让现场知道这场仗怎么打。
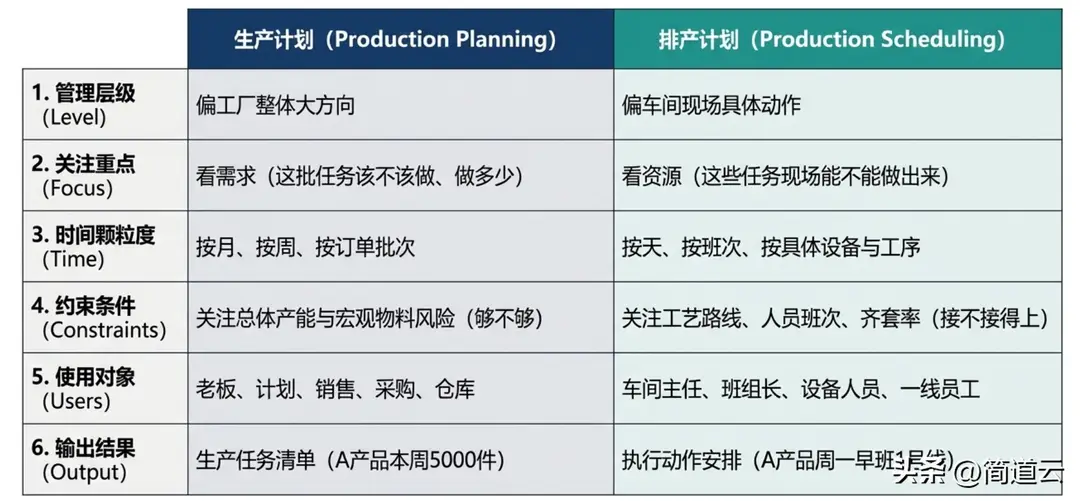
三、生产计划和排产计划,到底区别在哪?
核心区别:生产计划管的是要不要做、做多少、什么时候要;排产计划管的是谁来做、在哪做、先做什么、怎么做出来。

1. 管理层级不同:一个偏整体,一个偏现场
生产计划更偏工厂整体层面,站在订单、库存、交付和产能的大方向上看问题;排产计划更偏车间执行层面,把生产计划继续拆下去,落到具体产线、设备、班组、班次和工序上。生产计划如果没有方向,排产就会失去依据;排产如果没有动作,生产计划就只停在纸面上。

2. 关注重点不同:一个看需求,一个看资源
生产计划最关注需求:订单需求是多少?库存要不要补?客户什么时候要货?哪些订单优先级更高?整体产能大方向能不能支撑?
排产计划最关注资源:设备有没有空?人员够不够?物料齐不齐?模具能不能切换?瓶颈工序能不能接住?换线时间会不会影响后续订单?
3. 时间颗粒度不同:一个偏周期,一个偏班次
生产计划的时间颗粒度通常更粗,可能按月、按周、按订单批次来安排;排产计划的时间颗粒度更细,可能细到每天、每个班次、每台设备,甚至每一道工序。
4. 约束条件不同:一个看大方向,一个看现场限制
生产计划看的是大方向:总体产能够不够,关键物料有没有风险,交期是否能承诺;排产计划看的约束更细:具体设备能不能排进去,工艺路线是否冲突,人员班次是否匹配,前后工序能不能衔接。
纸面上产能够,不代表某台关键设备有空;总物料够,不代表开工那一刻物料已经齐套;整体交期看着能赶上,不代表瓶颈工序能按节拍跑出来。
5. 使用对象不同:一个给协同部门看,一个给现场执行看
生产计划更多是给老板、计划部门、销售、采购、仓库看;排产计划更多是给车间主任、班组长、设备人员、一线员工看。
6. 输出结果不同:一个输出生产任务,一个输出执行安排
生产计划输出的是生产任务(如:A产品本周生产5000件,B产品月底前完成3000件);排产计划输出的是执行安排(如:A产品周一早班安排1号线生产,B产品周二晚班切换到2号线)。

总结:生产计划把任务定下来,排产计划把任务排出来;生产计划决定做什么,排产计划决定怎么做;生产计划看交付,排产计划看执行。
四、为什么很多工厂计划做了,现场还是乱?
很多工厂的问题,不是没有生产计划,也不是没有排产表,而是两者之间没有衔接。
生产计划只看订单和交期,没有认真核物料、产能和瓶颈工序,结果任务下到车间才发现做不出来;排产计划只看现场能不能排,却没有和销售交期、客户优先级、库存策略打通,结果车间每天很忙,但真正该交的订单没做完。

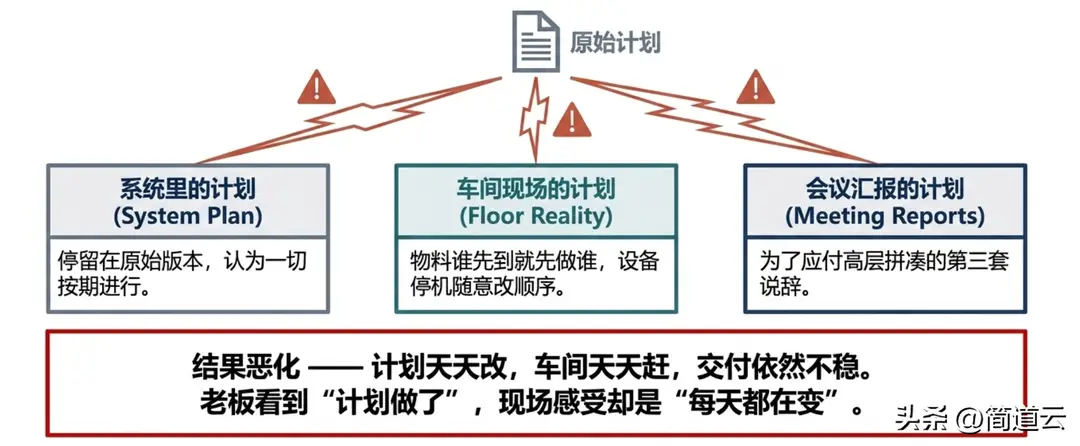
更常见的情况:计划部门做一张表,车间自己又改一张表。计划说今天做A,车间发现B的物料先到了,就先做B;销售突然插一个急单,排产临时调整;设备一停机,现场又改顺序,但系统里的计划还停在原来的版本。
最后就变成:系统里一套计划,车间现场一套计划,会议上汇报又是第三套计划。
计划和排产一旦断开,工厂就会进入一种很累的状态:计划天天改,车间天天赶,交付还是不稳。
五、两张计划怎么配合,才不会互相打架?
比较成熟的做法,是先做生产计划,再做排产计划。
第一步,生产计划先把需求拉平:订单优先级、交期、数量、库存、物料、整体产能要先判断清楚。这个阶段最重要的是不要随便承诺交期,也不要把超过产能的任务硬压给车间。
第二步,排产计划再把任务落细:根据工艺路线、设备能力、人员班次、换型时间、瓶颈工序,把生产任务排成现场可以执行的顺序。
第三步,中间一定要有反馈机制:如果排产时发现物料不齐、设备满负荷、瓶颈工序承接不了,就不能只是车间自己改,而要反向反馈给生产计划,必要时调整交期、批次、优先级或外协安排。
第四步,现场数据要回传:报工、停机、返工、入库这些信息,也要回传给计划端。
生产计划和排产计划,不是单向传递关系,而是一个闭环。上游给任务,下游验可行;现场有变化,计划要回调。
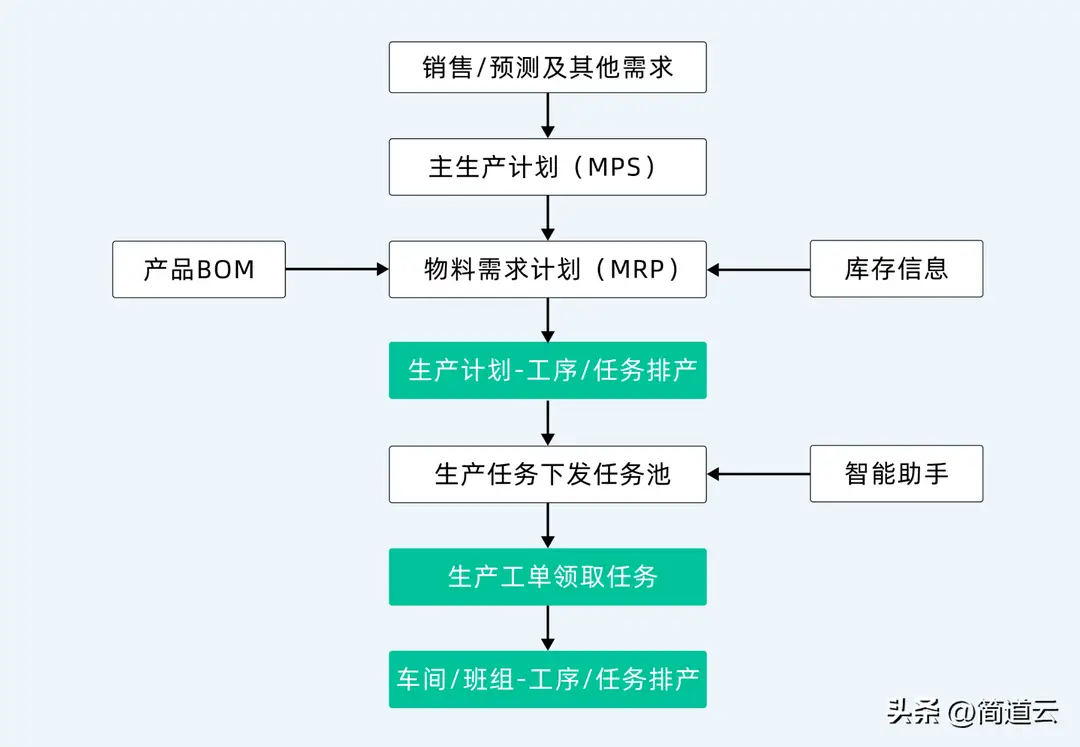
六、落到生产管理系统里,怎么把两张计划跑顺?
靠Excel也能做计划,但最大的问题是联动弱:生产计划改了,排产表不一定同步;排产现场调整了,销售和采购不一定知道;物料没齐,计划部门可能还以为能开工;设备停了,系统里任务还显示正常。
生产管理系统要承接的,是把生产计划、排产计划、工单、物料、设备、报工和入库串起来:
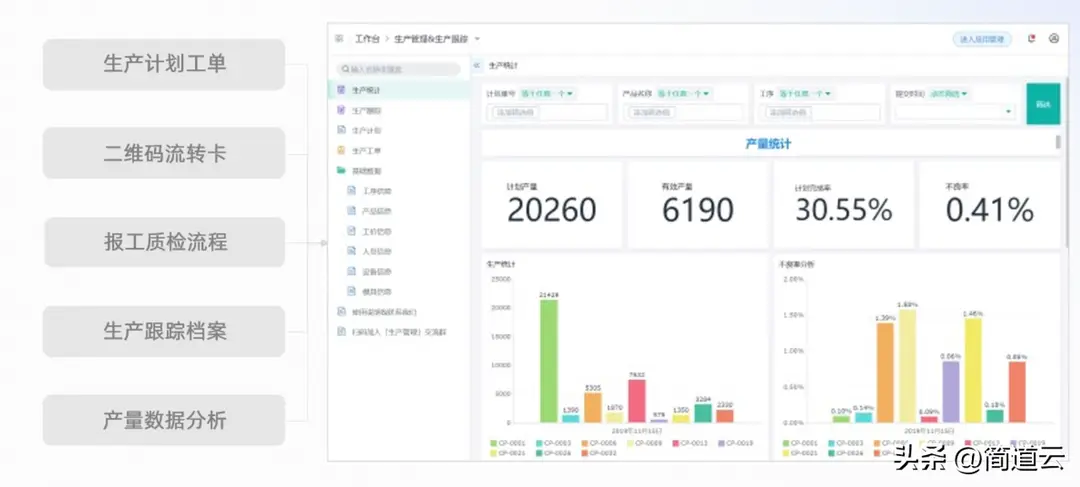
在生产计划层面:系统要能看到订单需求、库存情况、物料齐套、计划数量和交付日期,让计划员先判断任务能不能安排。在排产层面:系统要继续把任务拆到产线、设备、班次和工序,形成车间能执行的排产安排。风险反馈:当排产发现物料不足、设备冲突、产能不足时,系统要能把风险反馈到计划端。实时回传:当车间报工、停机、返工或入库时,也要实时回传,让计划部门知道实际进度有没有偏离。
结语
生产计划和排产计划,最大的区别其实很简单:
生产计划回答:要做什么、做多少、什么时候要。
排产计划回答:谁来做、在哪做、先做什么、怎么做出来。
一个管需求,一个管执行;一个看整体,一个看现场;一个决定方向,一个决定节奏。
工厂管理最怕的,不是没有计划,而是把生产计划当成排产计划,把排产计划当成临时安排,最后大家都在忙,却没有一套真正能落地的生产节奏。
真正成熟的生产管理,一定是生产计划和排产计划能连起来:计划有依据,排产能执行,现场有反馈,异常能回调。这样,生产才不会天天靠催,交付也不会总靠救火。
🔮 2026年回望:这篇文章写于2026年,彼时生产计划与排产计划”两张皮”的问题在中小制造企业中极为普遍。数年后的今天,随着ERP/MES/APS系统的深度普及,越来越多的工厂已实现生产计划与排产的自动联动——但”人工经验干预”与”系统计划脱节”的问题依然存在。本文对这两个概念的区分,至今仍是推动制造业信息化的必修课。